- Tham gia
- 12/12/06
- Bài viết
- 3,661
- Được thích
- 18,158
Mình có 1 bài toán sau đây, kính nhờ các anh chị giúp giải dùm.
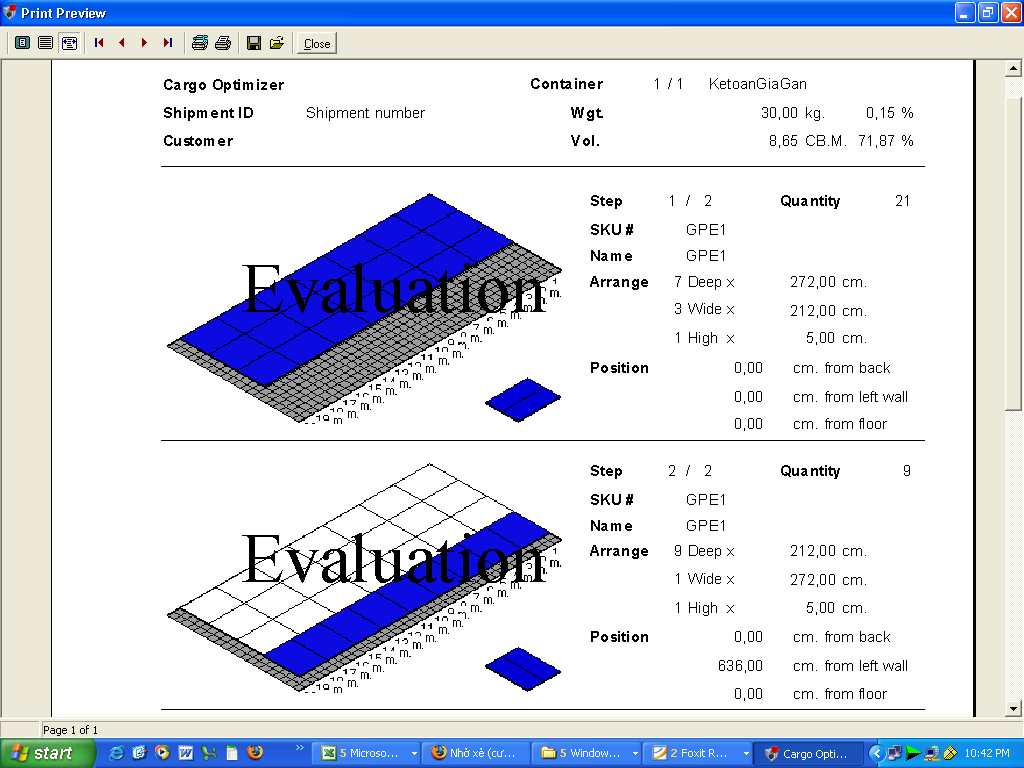
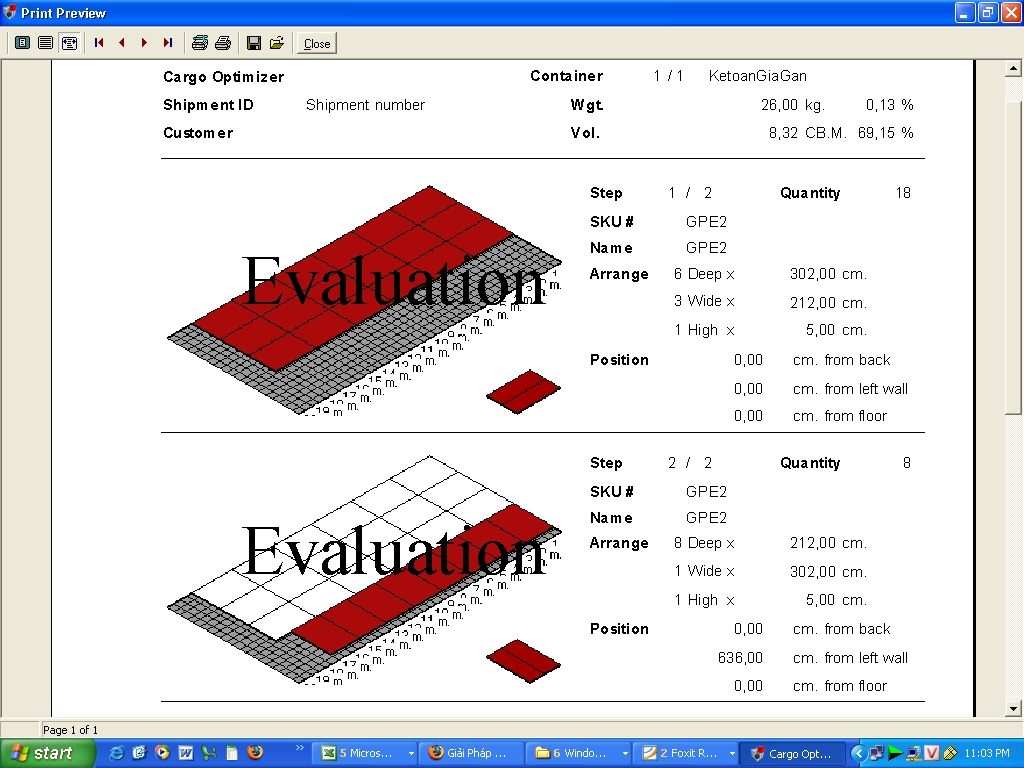
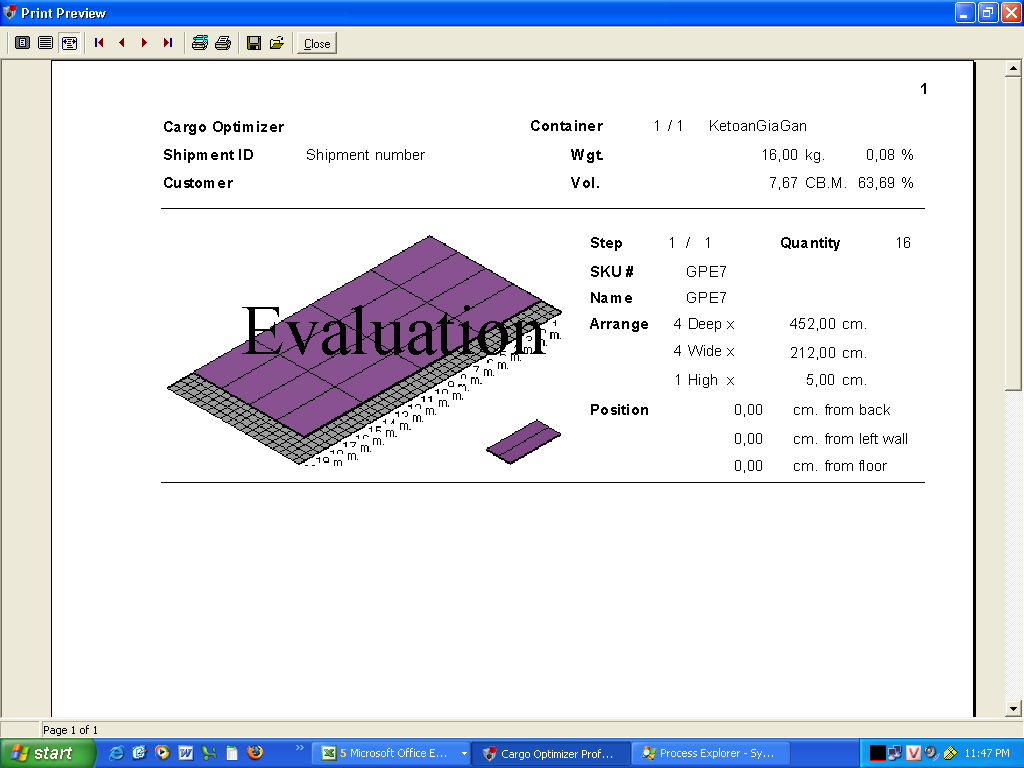
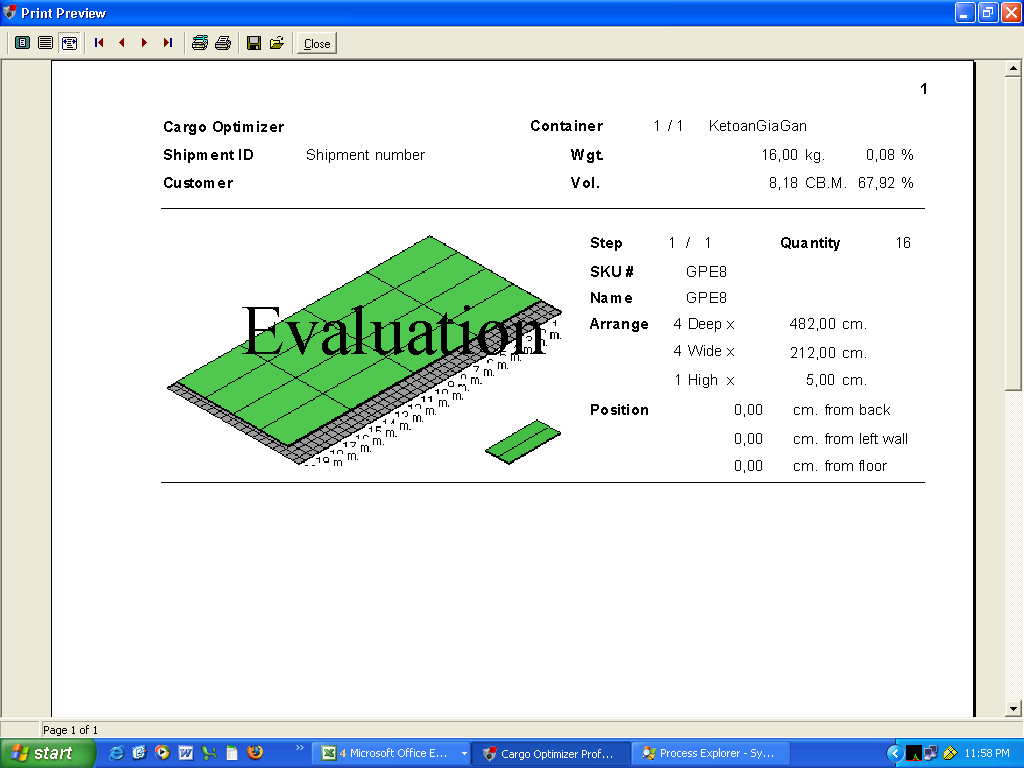
Một sản phẩm (ván MDF dày 5 mm - chiều dài 2 mét - ngang 1 mét) - Muốn tạo ra nhiều sản phẩm nhỏ theo qui cách của file đính kèm. Biết rằng mỗi đường cưa hao hụt 2mm. (lưỡi cưa - chú ý là mỗi lẩn xẻ dọc/ngang cũng phải hao hụt định mức là 2 mmm)
Xin tư vấn nếu mình sẻ theo chiều dọc hoăc chiều ngang thì cái nào có lợi hơn.
File đính kèm gồm các cột sau :
[table="1"]TT|code|name|unit|Soluong1|Soluong2
1|50302127|Ván MDF 5 mm 21 X 27 cm|cái|
2|50302130|Ván MDF 5 mm 21 X 30 cm|cái|
3|50302133|Ván MDF 5 mm 21 X 33 cm|cái|
4|50302136|Ván MDF 5 mm 21 X 36 cm|cái|
5|50302139|Ván MDF 5 mm 21 X 39 cm|cái|
6|50302142|Ván MDF 5 mm 21 X 42 cm|cái|
7|50302145|Ván MDF 5 mm 21 X 45 cm|cái|
8|50302148|Ván MDF 5 mm 21 X 48 cm|cái|
[/table]
Khoảng gần 100 qui cách - tính theo cm. Và khoảng 200 qui cách tính theo inch
Cột E - số lượng 1 - giả sử ở đây tôi xẻ (cưa) theo chiều dọc dài thì được bao nhiêu miếng ván của qui cách 21 x 27 cm
Tương tự cột F - số lương 2 - xẻ cưa theo chiều ngang thì được bao nhiêu miếng ván của qui cách 21 x 27 cm
Mỗi lần xẻ là 1 qui cách, không tận dụng lại để xẻ cho qui cách khác.
Khi đã xử lý xẻ cho qui cách đó ván vụn còn lại khoảng bao nhiêu ( ? cm : dài - ngang )
Lập công thức không dùng VBA
Rất mong được sự hỗ trợ.
Một sản phẩm (ván MDF dày 5 mm - chiều dài 2 mét - ngang 1 mét) - Muốn tạo ra nhiều sản phẩm nhỏ theo qui cách của file đính kèm. Biết rằng mỗi đường cưa hao hụt 2mm. (lưỡi cưa - chú ý là mỗi lẩn xẻ dọc/ngang cũng phải hao hụt định mức là 2 mmm)
Xin tư vấn nếu mình sẻ theo chiều dọc hoăc chiều ngang thì cái nào có lợi hơn.
File đính kèm gồm các cột sau :
[table="1"]TT|code|name|unit|Soluong1|Soluong2
1|50302127|Ván MDF 5 mm 21 X 27 cm|cái|
2|50302130|Ván MDF 5 mm 21 X 30 cm|cái|
3|50302133|Ván MDF 5 mm 21 X 33 cm|cái|
4|50302136|Ván MDF 5 mm 21 X 36 cm|cái|
5|50302139|Ván MDF 5 mm 21 X 39 cm|cái|
6|50302142|Ván MDF 5 mm 21 X 42 cm|cái|
7|50302145|Ván MDF 5 mm 21 X 45 cm|cái|
8|50302148|Ván MDF 5 mm 21 X 48 cm|cái|
[/table]
Khoảng gần 100 qui cách - tính theo cm. Và khoảng 200 qui cách tính theo inch
Cột E - số lượng 1 - giả sử ở đây tôi xẻ (cưa) theo chiều dọc dài thì được bao nhiêu miếng ván của qui cách 21 x 27 cm
Tương tự cột F - số lương 2 - xẻ cưa theo chiều ngang thì được bao nhiêu miếng ván của qui cách 21 x 27 cm
Mỗi lần xẻ là 1 qui cách, không tận dụng lại để xẻ cho qui cách khác.
Khi đã xử lý xẻ cho qui cách đó ván vụn còn lại khoảng bao nhiêu ( ? cm : dài - ngang )
Lập công thức không dùng VBA
Rất mong được sự hỗ trợ.
Chân thành cảm ơn.Bài viết được sự hỗ trợ kỹ thuật viết bài của các anh tại topic Ước gì GPE có thể tạo bảng .....




*&^)")

 ), vì vậy mỗi cạnh phải thêm ra 1mm, do đó mỗi chiều (2 cạnh) phải thêm ra 2mm.
), vì vậy mỗi cạnh phải thêm ra 1mm, do đó mỗi chiều (2 cạnh) phải thêm ra 2mm.





